OEE(設備総合効率)は時間稼働率・性能稼働率・良品率の3要素の掛け算です。エクセル集計が儲けの見える化まで届かない理由と、限界の見極め方を解説します。
困りごとをとりあえず聞いてみる
検討段階でも大丈夫です。まずはお気軽にお送りください。
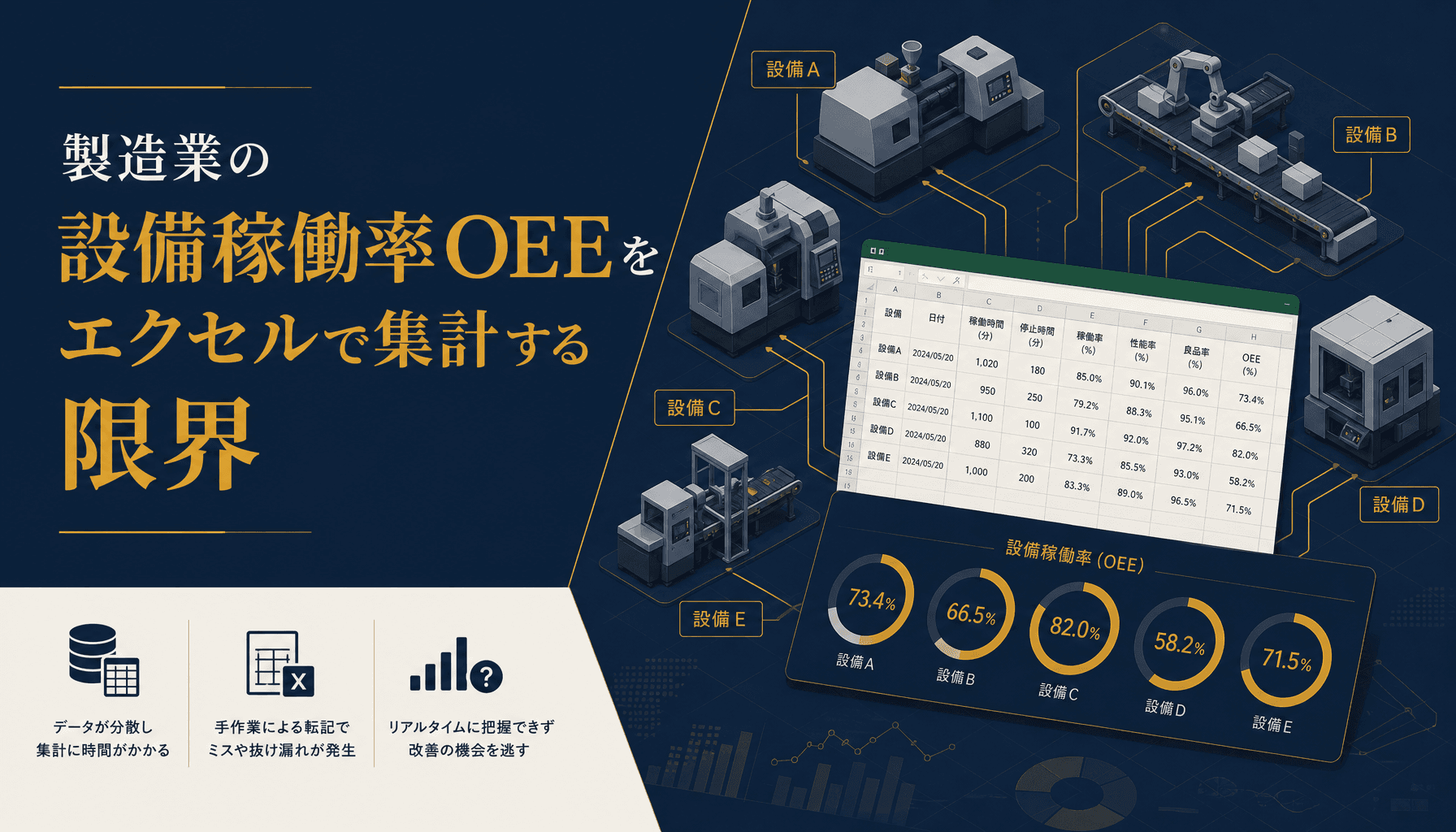
製造業の設備稼働率OEEをエクセルで集計する限界と自動化の判断基準
OEE(設備総合効率)は時間稼働率・性能稼働率・良品率の3要素の掛け算です。エクセル集計が儲けの見える化まで届かない理由と、限界の見極め方を解説します。
 OEEは計算式自体はシンプルでも、集計の運用で差が出る指標
OEEは計算式自体はシンプルでも、集計の運用で差が出る指標
OEE集計の実態——時間稼働率・性能稼働率・良品率をエクセルで手作業集計
OEE(Overall Equipment Effectiveness、設備総合効率)は、時間稼働率・性能稼働率・良品率の3つを掛け合わせて算出します。
計算式自体は単純ですが、実際に運用しようとすると、3要素それぞれの元データが別々の場所に散らばっているという壁にぶつかります。
停止時間は現場の日報、生産数と不良数は検査記録、理論サイクルタイムは設備仕様書。これらを毎月末に1つのシートへ手で転記して初めてOEEが計算できる、という運用になっている工場は少なくありません。
💡 ここがポイント
OEEは掛け算の指標です。3要素のどれか1つでも元データの集計が遅れると、月末に全部が揃うまで数値が出せません。
| 要素 | 意味 | 元データの置き場所 |
|---|---|---|
| 時間稼働率 | 停止時間を除いた稼働時間の割合 | 現場の日報、停止記録 |
| 性能稼働率 | 理論サイクルタイムに対する実際の速度 | 設備仕様書、生産実績 |
| 良品率 | 生産数に対する良品の割合 | 検査記録、不良報告 |
なぜ停止理由の分類が担当者ごとにばらつくのか
OEEの中でも特に厄介なのが、時間稼働率を左右する「停止理由」の分類です。
受託開発の現場で生産管理の集計表を見せてもらうと、停止理由の入力欄がフリーテキストになっているケースが目立ちます。同じ「段取り替え」による停止でも、担当者によって「段取り」「型交換」「調整」など表記が割れ、月末に集計しようとすると同じ原因の停止が別カテゴリとしてカウントされてしまいます。
生産管理担当
「先月のOEE、なんで急に落ちたんでしょう」
工場長
「停止理由の書き方が人によって違うから、集計しても原因が絞り込めないんだよ」
このやり取りが起きるのは、入力ルールの問題であってエクセルの限界ではありません。ただし停止理由をプルダウンで固定するなどの工夫をしても、現場が忙しい時間帯には「その他」でまとめて済ませてしまう運用が残りがちです。ここは仕組みだけでなく運用ルールの徹底とセットでないと、根本的には解消しません。
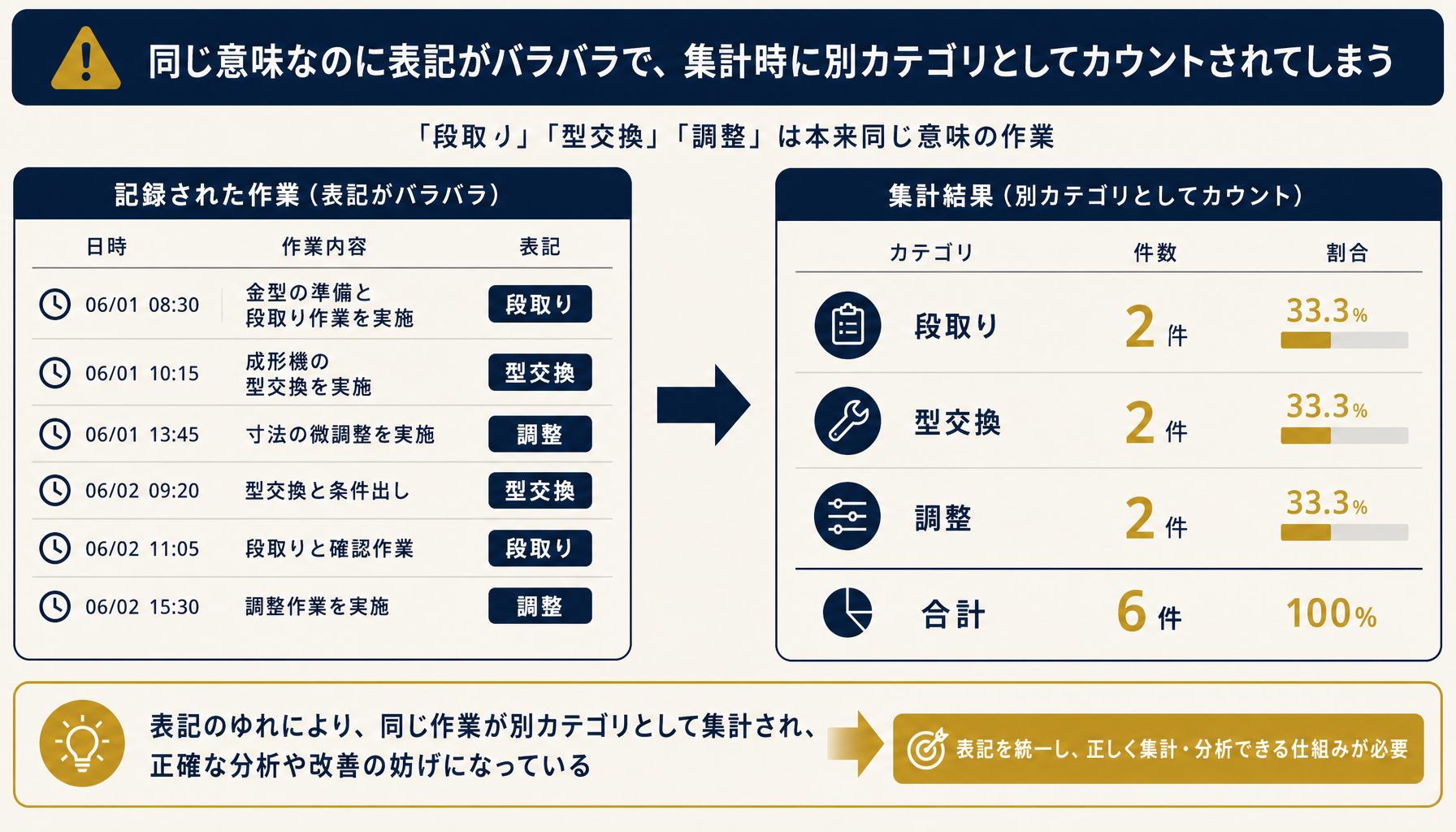 同じ原因の停止でも、表記が割れると集計時に別カテゴリとして数えられてしまう
同じ原因の停止でも、表記が割れると集計時に別カテゴリとして数えられてしまう
OEEの数字が経営判断に使われていない理由
ここまでは現場の集計の手間の話ですが、この問題はもっと大きな経営判断の空白につながっています。
月末にようやくOEEが計算できても、その数値は「先月どうだったか」の振り返りにしか使われず、「どの設備に追加投資すべきか」「どの設備を更新すべきか」という判断には結びついていないことが多いのです。
理由は明快で、OEEを設備ごと・期間ごとに横並びで比較できる形に整理していないからです。1台ずつのシートに数値は残っているのに、複数設備を比較して「どの設備が最も稼げていないか」を一目で判断できる状態になっていません。
💡 ここがポイント
OEEを設備ごとの振り返りで終わらせると、どの設備に投資すべきかという経営判断の材料にはなりません。設備横断で比較できて初めて意思決定に使えます。
停止理由の分類が経営者にとって重要なのも同じ理由です。段取り替えが多いのか、故障が多いのか、材料待ちが多いのかによって、打つべき手はまったく変わります。段取り替えなら段取り時間の短縮、故障なら予防保全の強化、材料待ちなら発注ルールの見直しというように、原因ごとに投資の方向性が分かれるからです。
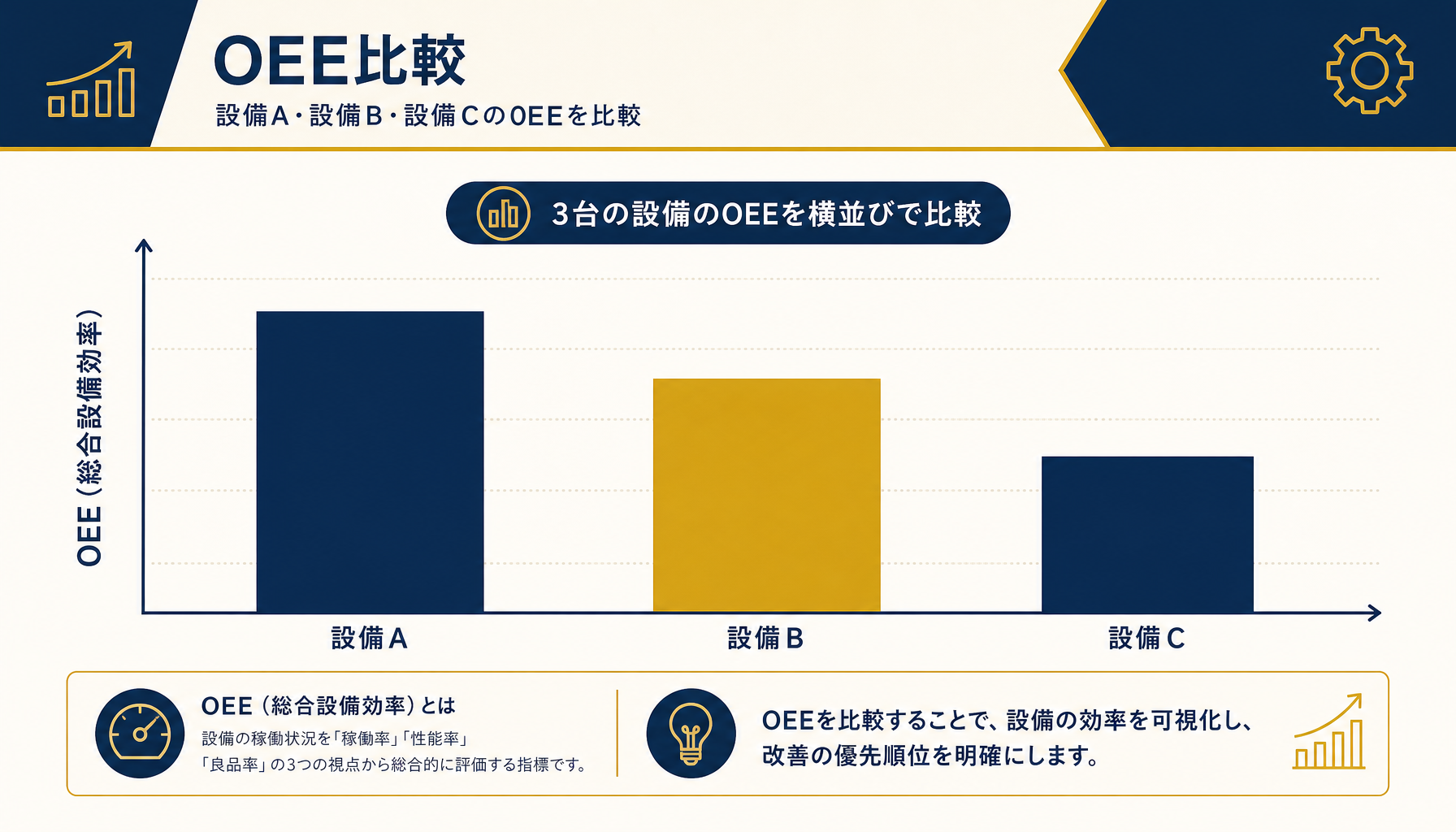 設備ごとのOEEを横並びで比較して初めて、どこに投資すべきかが見えてくる
設備ごとのOEEを横並びで比較して初めて、どこに投資すべきかが見えてくる
再現性のあるOEE台帳の型——設備横断で比較できる集計軸
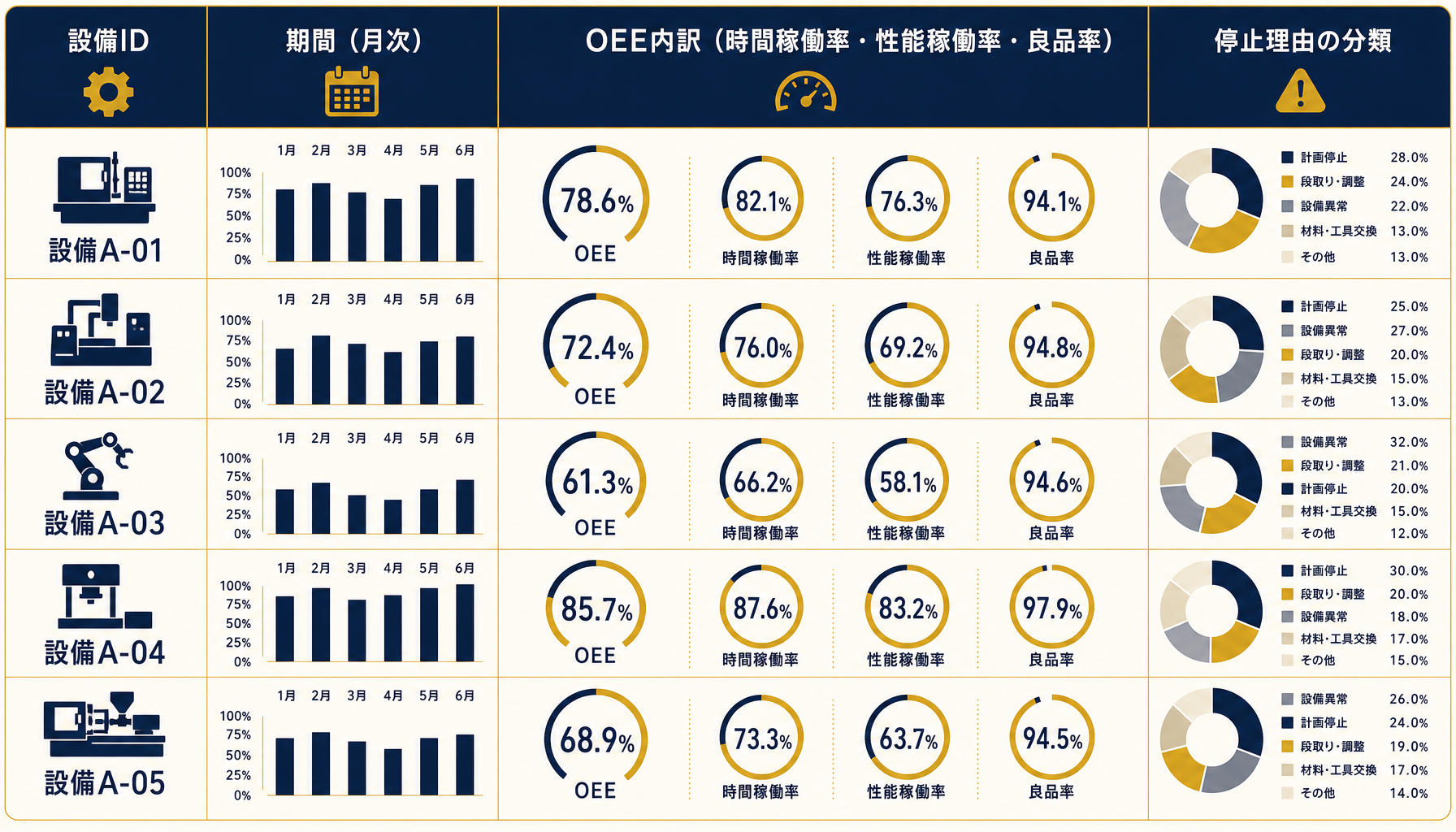
OEEをエクセルのままでも経営判断に使える形にするための型は、次の4列を設備ごとに揃えることです。
💡 OEE台帳の4列
設備ID/期間(月次)/OEE内訳(時間稼働率・性能稼働率・良品率)/停止理由の分類(段取り・故障・材料待ち等の定型区分)。この4列を設備横断で1シートに集約し、ピボットで比較できるようにします。
この型に沿って集計すると、設備ごとの数値を並べて「どの設備が稼げていないか」「原因は何か」を一覧できるようになります。世界クラスの目安としてOEE85%以上という水準がよく引用されますが、これは業種・工程によって適正水準が変わる目安にすぎません。まず優先すべきは自社の設備ごとに継続して数値を追い、傾向の変化を捉えることです。
同様の集計軸に整理した現場では、月末の振り返りから設備投資の優先順位づけの会議へと使い方が変わる傾向があります。効果の大きさは自社の設備構成や集計体制によって変わるため、正確な効果は自社の集計実態を棚卸ししてみないと分かりません。
 4列を設備横断で揃えるだけで、投資判断の材料に変わる
4列を設備横断で揃えるだけで、投資判断の材料に変わる
今日から始められる3ステップ
OEE集計を経営判断に使える形にするなら、次の3ステップから始めてください。
- 停止理由の入力をプルダウンで定型化する——フリーテキストをやめ、段取り・故障・材料待ちなど区分を固定します
- 設備ごとのOEEを横並びで比較できる1シートに集約する——ピボットテーブルで期間・設備別に切り替えられるようにします
- 月次の振り返り会議にOEE比較表を持ち込む——集計して終わりにせず、投資判断の議題として使う運用に変えます
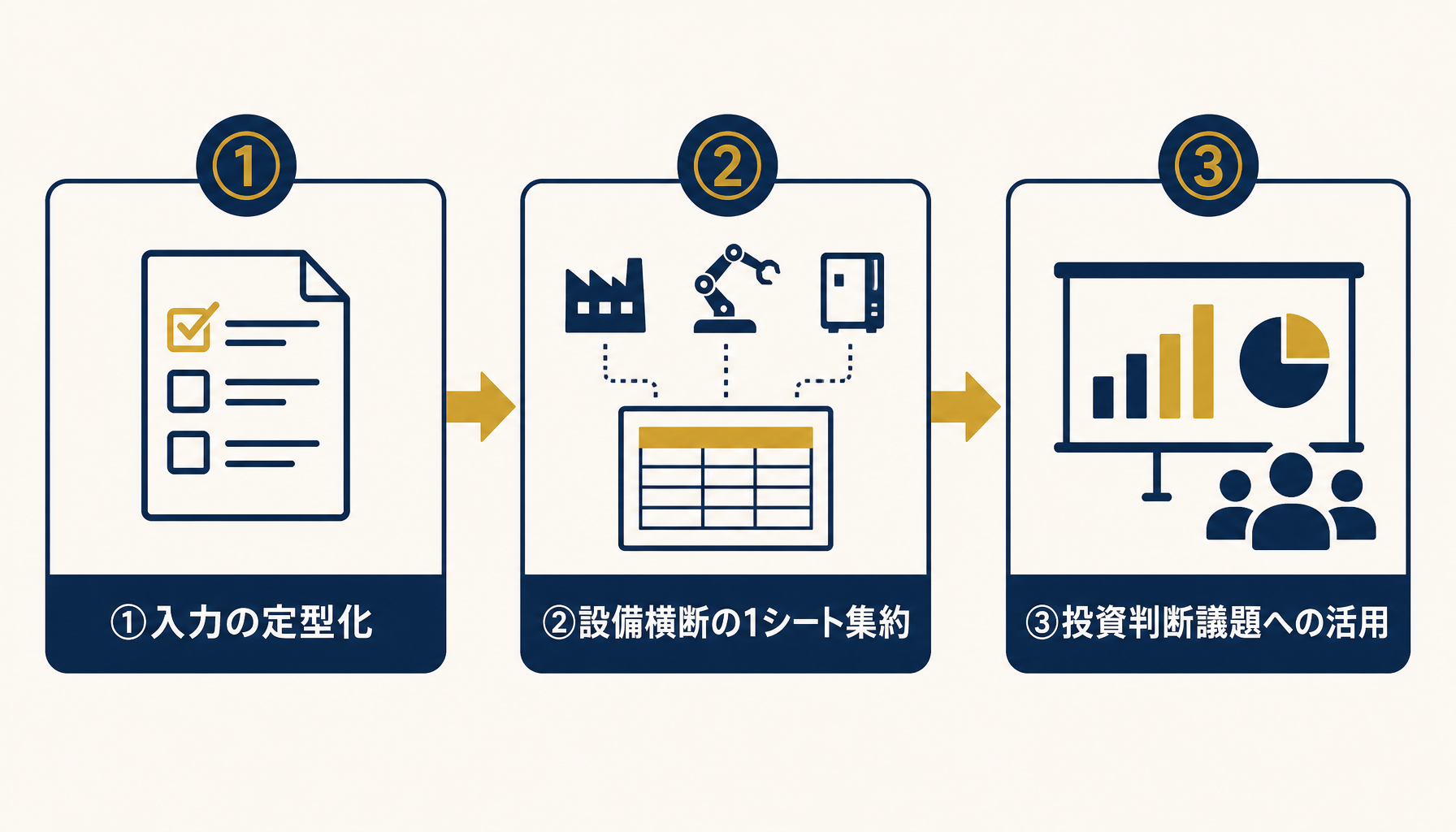 3ステップはいずれもエクセルのままで今日から着手できる
3ステップはいずれもエクセルのままで今日から着手できる
これらはエクセルのままでも今日から始められる改善です。ただしPLCやセンサーからの自動データ取得、複数拠点の設備を横断したリアルタイム比較までは、表計算の延長線上では手が届きません。自社のOEE集計がどの段階にあるか判断に迷ったら、初月無料の経営AI診断(通常30万円相当)で運用実態を可視化するところから始めてみてください。
まとめ
OEE集計がエクセルで行き詰まるのは、計算式が複雑だからではなく、停止理由の分類が属人化し、設備横断で比較できる形に整理されていないからです。まずは停止理由の定型化と、設備横断の比較シートづくりから始めてください。それでも投資判断の材料として使いきれないなら、自動化を含めた次の一手を検討するタイミングです。
よくある質問
OEE(設備総合効率)はどうやって計算しますか?
時間稼働率×性能稼働率×良品率の3つを掛け合わせて算出します。時間稼働率は停止時間を除いた稼働時間の割合、性能稼働率は理論サイクルタイムに対する実際の速度、良品率は生産数に対する良品の割合です。3要素のどれが低いかによって打ち手が変わるため、総合値だけでなく内訳を分けて記録する必要があります。
OEEの目安として世界標準85%とよく聞きますが本当ですか?
海外の生産現場改善の文脈でOEE85%以上が世界クラスの目安として広く紹介されているのは事実です。ただしこの数値は業種・工程・設備の特性によって適正水準が変わるため、自社の設備にそのまま当てはめてよい絶対基準ではありません。まずは自社の設備ごとに継続して数値を追い、傾向の変化を見ることが優先です。
OEE集計をエクセルから自動化する目安はありますか?
月次集計に数時間以上かかっている、停止理由の分類が担当者によってばらつく、設備が増えてシートの管理が煩雑になっている——このいずれかに心当たりがあれば検討時期です。設備の台数そのものより、集計とその後の分析にかかる人手の負担で判断してください。
停止理由の分類はエクセルでどこまで自動化できますか?
PLCやセンサーから稼働ログを自動取得できる環境であれば、停止時間の集計自体は自動化できます。ただし停止理由(段取り替え・故障・材料待ちなど)を人が現場で入力する運用の場合、分類の粒度は入力者の裁量に依存したままです。分類ルールを先に定型化してから自動化を検討する順番が実務的です。
関連記事
- 設備保全をエクセルで管理する方法【点検表・予防保全計画・稼働率集計】 — 関連: 予防保全とOEEの接続
- 製造業の工程進捗管理をエクセルで行う方法 ガント・山積みと更新の限界 — 関連: 稼働状況の進捗管理との違い
- 工程能力調査(Cpk)をエクセルで計算する方法と限界 SPC移行の判断基準 — 関連: 良品率・品質側の指標との連携
- 設備投資計画と減価償却をエクセルで管理する実務と更新時期の判断基準 — 関連: OEEを踏まえた設備投資の優先順位
- PoCで動いたAIを落ちない本番にする運用設計 評価と監視の実装手順 — 関連: 数値を継続的に監視する運用設計の考え方
「効果を確かめてから」進めます
Harry& は、いきなり本開発の見積もりから入りません。まず ①経営AI診断(現状の棚卸し)→ ②お試し開発(PoC) で効果を実際に確かめ、③納得いただいてから本開発 に進みます。①②は無料、本開発は着手時に通常契約です。
よくある質問
- Q. OEE(設備総合効率)はどうやって計算しますか?
- A. 時間稼働率×性能稼働率×良品率の3つを掛け合わせて算出します。時間稼働率は停止時間を除いた稼働時間の割合、性能稼働率は理論サイクルタイムに対する実際の速度、良品率は生産数に対する良品の割合です。3要素のどれが低いかによって打ち手が変わるため、総合値だけでなく内訳を分けて記録する必要があります。
- Q. OEEの目安として世界標準85%とよく聞きますが本当ですか?
- A. 海外の生産現場改善の文脈でOEE85%以上が世界クラスの目安として広く紹介されているのは事実です。ただしこの数値は業種・工程・設備の特性によって適正水準が変わるため、自社の設備にそのまま当てはめてよい絶対基準ではありません。まずは自社の設備ごとに継続して数値を追い、傾向の変化を見ることが優先です。
- Q. OEE集計をエクセルから自動化する目安はありますか?
- A. 月次集計に数時間以上かかっている、停止理由の分類が担当者によってばらつく、設備が増えてシートの管理が煩雑になっている——このいずれかに心当たりがあれば検討時期です。設備の台数そのものより、集計とその後の分析にかかる人手の負担で判断してください。
- Q. 停止理由の分類はエクセルでどこまで自動化できますか?
- A. PLCやセンサーから稼働ログを自動取得できる環境であれば、停止時間の集計自体は自動化できます。ただし停止理由(段取り替え・故障・材料待ちなど)を人が現場で入力する運用の場合、分類の粒度は入力者の裁量に依存したままです。分類ルールを先に定型化してから自動化を検討する順番が実務的です。
ここで解決しない疑問は、
直接お問い合わせください。
あわせて読みたい