Cp/Cpkはエクセルの関数だけで計算できるが、正規性の確認とリアルタイム監視まで含めると自ずと運用の壁にぶつかる。目安と限界を整理する。
 無料相談受付中
無料相談受付中いきなり作らない。
AIで何がどう変わるかを、先に見極める。
- ノーコードの卒業先、AIネイティブ受託。事業の文脈で要件から実装まで伴走
- 45分・Web。検討段階のご相談・資料だけでも歓迎。しつこい追客はしません
目次
工程能力調査(Cpk)をエクセルで計算する方法と限界 SPC移行の判断基準
Cp/Cpkは規格値と実測データの標準偏差さえあれば、エクセルのSTDEV関数とNORM.DIST関数だけで計算できる。ただし「計算できる」ことと「工程を管理できている」ことは別問題だ。正規性の確認・管理図との整合・多品種の一括管理まで踏み込むと、エクセルは早い段階で運用の壁にぶつかる。計算式の意味から実務の限界、SPCシステムへの移行判断基準までを一次情報ベースで整理する。
Cp/Cpkとは何か エクセルで計算する意味
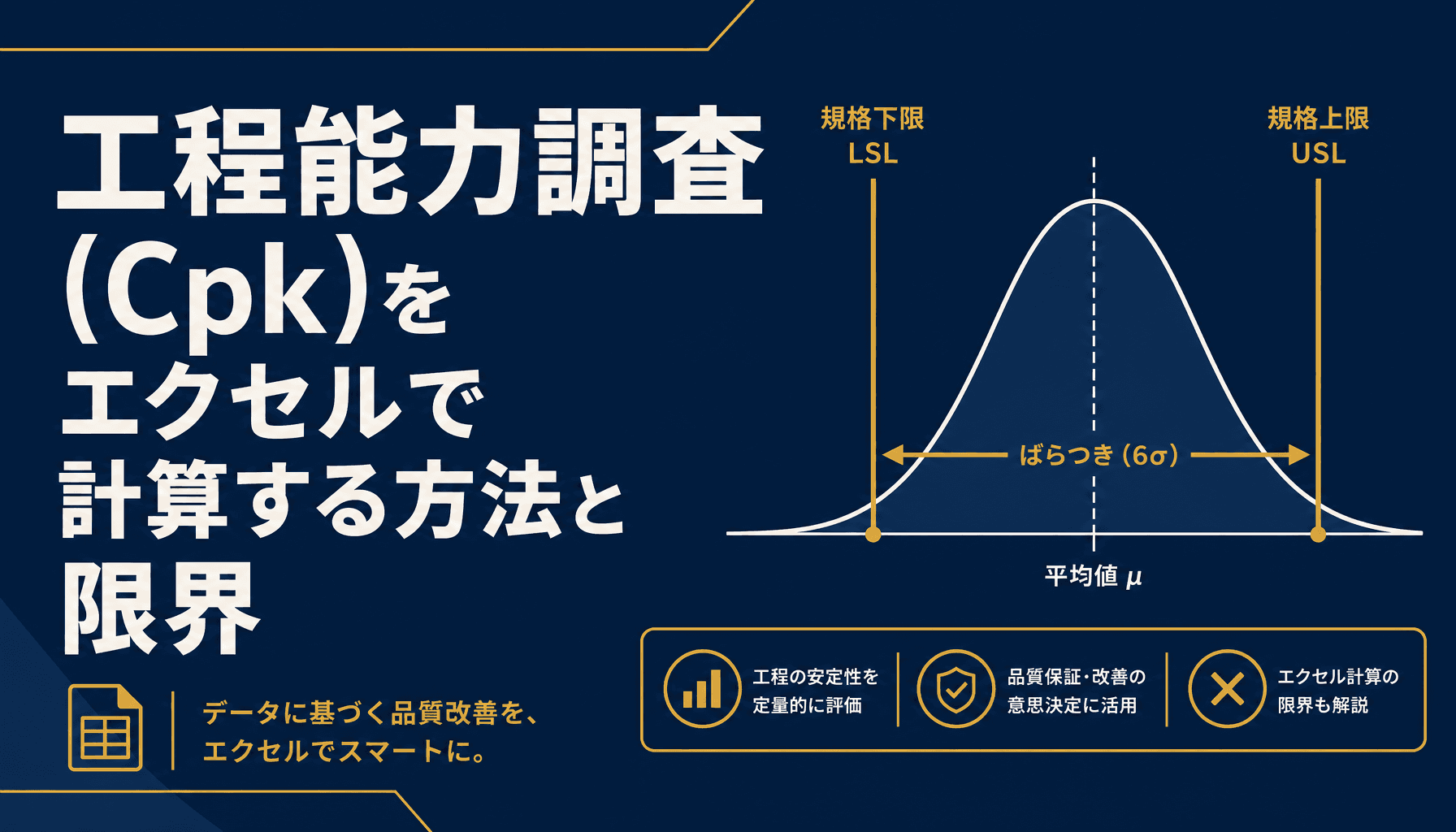
Cpkは「規格の幅に対して、工程のばらつきと中心のズレがどれだけ余裕を持っているか」を1つの数値で表す指標だ。
計算式は次の通りだ。
- Cp = (規格上限USL − 規格下限LSL) ÷ (6 × 標準偏差σ)
- Cpk = min[ (USL − 平均μ) ÷ (3σ), (平均μ − LSL) ÷ (3σ) ]
Cpは規格幅と工程のばらつきだけを比較する理論値で、工程の中心が規格の真ん中にある前提の指標だ。Cpkは平均が規格のどちらかに寄っている実態を織り込むため、実務では常にCpkの方を重視する。CpとCpkが大きく乖離している工程は、ばらつき自体は小さくても中心が規格から外れて偏っている、という診断につながる。
統計的な目安としてはCpk1.33以上が一応の合格ライン、1.67以上で高い工程能力と語られることが多い。ただしこれは業界横断の一般的な目安に過ぎず、自動車部品や医療機器のように要求水準が厳しい業界では1.67ですら不十分とされる場合もある。断定的な合否判断は自社の品質規格・取引先の仕様書に従う必要がある。
エクセルでのCpk計算手順 STDEV関数とNORM.DIST関数の使い方
エクセルでのCpk計算は、サンプルデータ・規格上下限・関数の3点が揃えば数分で終わる。
- 測定データをA列に並べる(サンプルサイズは最低30、できれば100以上が望ましい)
- 平均を
AVERAGE(A:A)、標準偏差をSTDEV.S(A:A)で算出する(母集団全数でなくサンプルなら必ずSTDEV.Sを使う。STDEV.Pは母集団全数のときのみ使う) - Cp = (USL−LSL) ÷ (6×STDEV.S) をセル関数で組む
- Cpk = MIN( (USL−平均)÷(3×STDEV.S), (平均−LSL)÷(3×STDEV.S) ) で算出する
- 規格外率を見たい場合は
NORM.DIST(LSL, 平均, 標準偏差, TRUE)と1-NORM.DIST(USL, 平均, 標準偏差, TRUE)を足し合わせ、理論上の不良率を推定する
ここまでは関数を組めば誰でも再現できる。実務で差が出るのは、この先の「その数値をどこまで信用してよいか」の判断だ。
正規性の確認方法とその落とし穴
Cp/Cpkの計算式は、データが正規分布に従うことを前提にしている。分布が歪んでいるデータにそのまま公式を当てはめると、実態より良い(あるいは悪い)Cpkが出てしまう。
エクセルには正規性の検定関数(Shapiro-Wilk検定など)が用意されていない。実務では次の2つを組み合わせて簡易チェックする。
- SKEW関数・KURT関数で歪度・尖度を確認し、0に近いほど正規分布に近いと判断する
- NORM.S.INV関数を使い、データを昇順に並べた順位から理論上のZ値を計算して正規確率プロット(QQプロット)を作る。プロットが直線に近ければ正規性が高いと判断できる
ここでの落とし穴は、正規性を確認せずにCpkだけを算出して合否判定してしまうことだ。分布が歪んでいる工程(例えば下限にしか規格がない片側規格や、ロット間でクセが違う工程)では、Cpkの数値が実態とズレる。正規性確認はエクセルでも不可能ではないが、目視の簡易判断にとどまり、判定者のスキルに依存する。
管理図との関係 工程能力調査だけでは判断を誤る理由
工程能力調査は「ある期間のスナップショット」を切り取った静的な評価であり、工程が時間の経過とともに安定しているかどうかは教えてくれない。
教科書的な順番は、まずX-bar-R管理図などで工程が統計的管理状態(異常な変動がない状態)にあることを確認し、その上でCpkを計算する、というものだ。管理図で工程が不安定だと分かっているのに、その期間のデータでCpkを計算しても意味がない。数値だけは良く出ても、翌週には別の分布になっている可能性があるからだ。
実務では逆に、先にCpkで工程をスクリーニングし、数値が悪い工程を優先して管理図で異常の有無を掘り下げる、という進め方も広く行われている。どちらが正しいというより、Cpkと管理図はセットで運用して初めて意味を持つ、という点が重要だ。
エクセル運用の限界 リアルタイム監視・多品種管理・異常検知
エクセルでのCp/Cpk管理には、現場でほぼ必ずぶつかる3つの壁がある。
- リアルタイム監視ができない: エクセルは基本的にバッチ集計だ。測定のたびに手入力・再計算するため、異常が発生してから発覚するまでにタイムラグが生じる。ラインが止まってから初めて数値の異常に気づく、というケースも珍しくない
- 多品種の一括管理が煩雑になる: 品種・ロット・測定項目が増えるほど、シートやタブが増殖し、規格値のコピペミスや古いシートの参照ミスが発生しやすくなる。品種切り替えのたびに集計範囲がズレて、過去データが混入したまま気づかない、という事故も起きる
- 異常検知のアラートがない: 管理図の8つのルール(連続点が中心線の片側に偏る、など)を目視で判断する運用は属人化しやすく、担当者が変わると検知精度が落ちる。エクセルには閾値を超えたら自動で知らせる仕組みが標準では存在しない
受託開発の現場でエクセルCpk管理から相談を受けるケースでは、正規性の確認を省略したまま合否判定していたケースや、品種切り替え時にシートの参照範囲がズレて古い規格値のまま集計していたケースが、繰り返し見られる典型的な失敗パターンだ。どちらもエクセルの機能不足というより、手作業に依存する運用そのものに起因している。
SPCシステムへの移行判断基準
すべての工程にSPCシステムが必要なわけではない。移行を検討すべき目安は次の通りだ。
- 測定点数・品種数が増え、エクセルシートの管理コストが集計作業そのものを圧迫している
- ラインが止まる前に異常を検知したい(アラート・自動通知が必要)
- 複数拠点・複数ラインのデータを横断して比較したい
- 監査・取引先報告のために、改ざん困難な形でデータを残す必要がある
逆にいえば、単一品種・少ない測定点数で、月次報告用にCpkが出せれば十分な工程であれば、エクセルのままで問題ないことも多い。「エクセルが遅い」のではなく「工程の複雑さがエクセルの手作業運用を超えた」ときが移行のタイミングだ。
自社の工程がどちらに該当するか判断がつかない場合は、初月無料の経営AI診断(通常30万円相当)で現状のデータフローを可視化し、SPC化すべき工程とエクセルのままでよい工程を切り分けるところから始めるとよい。
よくある質問
Cpkはいくつ以上あれば合格ラインといえますか?
統計的な目安としては、Cpk1.00未満は工程能力不足、1.00〜1.33は要注意、1.33以上で一応の合格ラインとされることが多く、1.67以上を高い工程能力とする考え方もあります。ただしこれは一般的な目安であり、業界・製品によって要求水準は異なるため、実際の判定基準は自社の品質規格や取引先の要求仕様に従ってください。
CpとCpkの違いは何ですか?
Cpは規格幅と工程のばらつき(6σ)の比だけを見る指標で、工程の中心が規格の真ん中にあることを前提にした理論値です。Cpkは工程平均が規格の上限・下限のどちらに寄っているかを加味した実質的な指標で、片側だけの余裕を評価します。中心がずれている工程ではCpとCpkの値が乖離し、Cpkの方が小さくなります。
エクセルで正規性はどう確認すればよいですか?
Excelに正規性の検定関数は用意されていないため、SKEW関数・KURT関数で歪度・尖度を確認する方法と、NORM.S.INV関数を使って正規確率プロット(QQプロット)を描く方法を組み合わせるのが実務的です。どちらも簡易的な目視判断にとどまり、厳密な検定を行いたい場合は統計ソフトの利用が必要です。
工程能力調査と管理図はどちらを先にやるべきですか?
教科書的には工程が統計的に安定していることを管理図で確認してからCpkを計算するのが正しい順番です。ただし実務では先にCpkでスクリーニングし、数値が悪い工程から優先的に管理図で異常の有無を掘り下げるという逆順で進めるケースも多く見られます。
関連記事
- 製造業の原価計算をエクセルで行う方法と材料費・労務費・経費の配賦の考え方 — 関連: 製造業のエクセル運用の別側面(原価管理)
- 生産管理をエクセルで回す方法と限界 脱エクセルのタイミングと移行ステップ — 関連: エクセル運用全般の限界と移行判断
- 在庫管理エクセルのマクロ化はどこまで有効か VBAの限界と脱エクセルの分岐点 — 関連: エクセルの機能拡張(マクロ)の限界
- 製造業の在庫管理改善事例 エクセル脱却で欠品・過剰在庫を減らした進め方 — 関連: 脱エクセルの実践プロセス
- ものづくり補助金でAIを導入する 対象・補助率・申請のポイント — 関連: SPC・品質管理システム導入時の補助金活用
「まず費用感だけ知りたい」という方へ。
1分で概算費用がわかるシミュレーターをご用意しています。
よくある質問
- Q. Cpkはいくつ以上あれば合格ラインといえますか?
- A. 統計的な目安としては、Cpk1.00未満は工程能力不足、1.00〜1.33は要注意、1.33以上で一応の合格ラインとされることが多く、1.67以上を高い工程能力とする考え方もあります。ただしこれは一般的な目安であり、業界・製品によって要求水準は異なるため、実際の判定基準は自社の品質規格や取引先の要求仕様に従ってください。
- Q. CpとCpkの違いは何ですか?
- A. Cpは規格幅と工程のばらつき(6σ)の比だけを見る指標で、工程の中心が規格の真ん中にあることを前提にした理論値です。Cpkは工程平均が規格の上限・下限のどちらに寄っているかを加味した実質的な指標で、片側だけの余裕を評価します。中心がずれている工程ではCpとCpkの値が乖離し、Cpkの方が小さくなります。
- Q. エクセルで正規性はどう確認すればよいですか?
- A. Excelに正規性の検定関数は用意されていないため、SKEW関数・KURT関数で歪度・尖度を確認する方法と、NORM.S.INV関数を使って正規確率プロット(QQプロット)を描く方法を組み合わせるのが実務的です。どちらも簡易的な目視判断にとどまり、厳密な検定を行いたい場合は統計ソフトの利用が必要です。
- Q. 工程能力調査と管理図はどちらを先にやるべきですか?
- A. 教科書的には工程が統計的に安定していることを管理図で確認してからCpkを計算するのが正しい順番です。ただし実務では先にCpkでスクリーニングし、数値が悪い工程から優先的に管理図で異常の有無を掘り下げるという逆順で進めるケースも多く見られます。
あわせて読みたい